

РАСЦЕПНОЙ ПРИВОД
Расцепной привод автосцепки состоит из расцепного рычага, поддерживающего (державки) и фиксирующего кронштейнов, а также цепи. Расцепной рычаг (рис а), предназначенный для расцепления автосцепки, имеет короткое плечо 4 с отверстием для регулировочного болта, стержень 3 и рукоятку 5, соединенные плоской частью 1, поперечное сечение которой 20 x 35.мм. Между стержнем и коленом приварен ограничитель 2 продольных перемещений. Если на подвижном составе в зоне расположения стержня рычага размещены какие-либо детали, препятствующие его монтажу, например детали ручного тормоза, то стержень рычага выгибают для обхода этих деталей.
Поддерживающий кронштейн, ещё его называют «державка» (рис. б) поддерживает расцепной рычаг, стержень которого проходит через отверстие 6 в нем. Он крепится на подвижном составе двумя или тремя болтами, для чего предусмотрено соответствующее количество отверстий.
Фиксирующий кронштейн (рис. в) удерживает рычаг в расцепленном и нормальном положениях. В нормальном положении плоская часть расцепного рычага находится в прямоугольном пазу отверстия 7. Оба кронштейна закрепляются на подвижном составе болтами с гайками, контргайками и шплинтами.
Цепь расцепного привода (рис. г) сострит из регулировочного болта 8 с гайкой, контргайкой и шплинтом, круглого звена 9, удлиненного звена 11 для соединения с валиком подъемника 12 автосцепки и промежуточных звеньев 10.
Для расцепления сцепленной автосцепки рукоятку 1 рычага поднимают вверх из положения I и тем самым выводят плоскую часть его из паза 2 кронштейна, а затем поворачивают против часовой стрелки до отказа, пока механизм автосцепки не установится в расцепленное положение. Потом рукоятку ставят в первоначальное положение так, чтобы плоская часть стержня рычага вошла в паз кронштейна. В результате механизм будет находиться в расцепленном состоянии до разведения автосцепок.
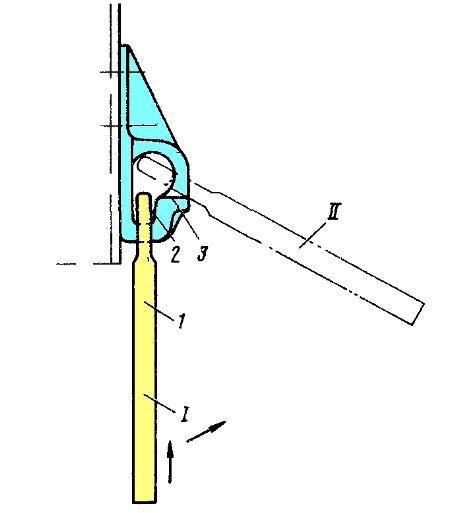
Чтобы удержать механизм автосцепки в выключенном состоянии (положение «на буфер»), рычаг поворачивают так же, как и для расцепления, а затем перемещают его по направлению стержня, пока рукоятка своей плоской частью не расположится на полочке 3 фиксирующего кронштейна в положение II. В этом случае расцепной привод будет удерживать замок в утопленном положении, следовательно, при соударении этой автосцепки с другой сцепления не произойдет.
Регулируя длину цепи расцепного привода, устанавливают автосцепку в центральное положение, при этом расстояние от упора головы до розетки должно быть (75 ± 5) или (120 ± 5)мм для упоров с укороченной розеткой. Затем рычаг расцепного привода ставят в положение «на буфер». Длина цепи считается нормальной, если при таком положении автосцепки и рычага замок утоплен в карман и не выступает за плоскость ударной стенки зева. Если установить рычаг в положение «на буфер» не удается, так как замок полностью утоплен в карман и упирается в серповидный прилив с внутренней стороны стенки малого зуба, то цепь коротка и надо отпустить гайку регулировочного болта. Когда длины болта не хватает, наращивают цепь новыми промежуточными звеньями. При длинной цепи, когда рычаг установлен на полочку кронштейна (в положение «на буфер»), а замок полностью не ушел внутрь кармана корпуса и выступает за ударную стенку зева, цепь укорачивают подкручиванием гаек регулировочного болта, а если этого недостаточно, то уменьшают число звеньев цепи. Разрубленное при регулировке место цепи должно быть заварено газовой сваркой; электросварку разрешается применять только для удлиненного соединительного звена.
Источник
Расцепной привод автосцепки
Расцепной привод автосцепки состоит из расцепного рычага, державки, кронштейна и цепи.

Расцепной рычаг (рис. а), предназначенный для расцепления автосцепки, имеет короткое плечо 4 с отверстием для регулировочного болта, стержень 3 и рукоятку 5, соединенные плоской частью 1, поперечное сечение которой 20 X 35 мм.
Между стержнем и коленом приварен ограничитель 2 продольных перемещений.
Если на подвижном составе в зоне расположения стержня рычага размещены какие-либо детали, препятствующие его монтажу, например детали ручного тормоза, то стержень рычага выгибают для обхода этих деталей.
Державка (рис. б) поддерживает расцепной рычаг, стержень которого проходит через отверстие 6 в ней. Она крепится на подвижном составе двумя или тремя болтами, для чего предусмотрено соответствующее количество отверстий.
Кронштейн (рис. в) удерживает рычаг в расцепленном и нормальном положениях. В нормальном положении плоская часть расцепного рычага находится в прямоугольном пазу отверстия 7. Державка и кронштейн закрепляются на подвижном составе болтами с гайками, контргайками и шплинтами.
Цепь расцепного привода (рис. г) состоит из регулировочного болта 8 с гайкой и контргайкой, круглого звена 9, удлиненного звена 11 для соединения с валиком подъемника 12 автосцепки и промежуточных звеньев 10.
Для расцепления сцепленной автосцепки рукоятку 1 рычага поднимают вверх из положения 1 и тем самым выводят плоскую часть его из паза 2 кронштейна, а затем поворачивают против часовой стрелки до отказа, пока механизм автосцепки не установится в расцепленное положение.

Потом рукоятку ставят в первоначальное положение так, чтобы плоская часть стержня рычага вошла в паз кронштейна.
В результате механизм будет находиться в расцепленном состоянии до разведения автосцепок.
Чтобы удержать механизм автосцепки в выключенном состоянии, рычаг поворачивают так же, как и для расцепления, а затем перемещают его по направлению стержня, пока рукоятка своей плоской частью не ляжет на полочку 3 кронштейна в положение 11.
В этом случае расцепной привод будет удерживать замок в утопленном положении; следовательно, при соударении этой автосцепки с другой сцепления не произойдет.
Длина цепи считается нормальной, если при таком положении автосцепки и рычага замок утоплен в карман корпуса и не выступает за плоскость ударной стенки зева.
Если установить рычаг в положение «на буфер» не удается, так как замок полностью утопленв карман и упирается в серповидный прилив с внутренней стороны стенки малого зуба, то цепь коротка и надо отпустить гайку стяжного болта.
Когда длины болта не хватает, наращивают цепь новыми промежуточными звеньями. При длинной цепи, когда рычаг установлен на полочку кронштейна, а замок полностью не ушел внутрь кармана корпуса и выступает за ударную стенку зева, цепь укорачивают подкручиванием гаек регулировочного болта, а если этого недостаточно, то уменьшают число звеньев цепи.
Разрубленное при регулировке место цепи должно быть заварено газовой сваркой; электросварку разрешается применять только для удлиненного соединительного звена.
Про бизнес-тренинги Вертекс (Vertex) в Санкт-Петербурге и Москве смотрите здесь .
Источник
Когда цепь расцепного привода считается длинной

Скачать умную клавиатуру Очень рекомендуем скачать умную клавиатуру с автоисправлением от Яндекса на свой телефон
С этой клавиатурой вы сможете в 3 раза быстрее вводить текст в поле поиска
Цепь расцепного привода считается длинной, если при постановке рукоятки расцепного рычага на горизонтальную полочку кронштейна.
Ответ на вопрос находится ниже.
| Ваша справедливая оценка ответа на этот вопрос | ||||
|---|---|---|---|---|
| Цепь расцепного привода считается ДЛИННОЙ, если при постановке рукоятки расцепного рычага на горизонтальную полочку кронштейна: |
|---|
| 1. нижняя часть замка не выступает за ударную стенку зева |
| 2. валик подъемника не поворачивается |
| 3. рычаг на полочку не ложится |
| 4. нижняя часть замка выступает за ударную стенку зева |


ДЛЯ ПРОСМОТРА ОТВЕТА НЕОБХОДИМО ЗАРЕГИСТРИРОВАТЬСЯ НА САЙТЕ ИЛИ ВОЙТИ НА САЙТ ПОВТОРНО !

Если вдруг найдете неправильный ответ — напишите об этом в комментариях, обязательно исправим!
Наш онлайн-проект «ПроКонспект» является Вашим индивидуальным интернет-помощником.
По оформлению сайта, рекламе и багам обращайтесь к администратору в группе ВКонтакте
Администрация сайта ПроКонспект.рф
Метрика.Яндекс
Все права защищены.
Источник
Расцепной привод
Расцепной привод автосцепки состоит из расцепного рычага, поддерживающего (державки) и фиксирующего кронштейнов, а также цепи. Расцепной рычаг (рис. 92, а), предназначенный для расцепления автосцепки, имеет короткое Плечо 4 с отверстием для регулировочного болта, стержень 3 и рукоятку 5, соединенные плоской частью 1, поперечное сечение Которой 20×35.мм. Между стержнем и коленом приварен ограничитель 2 продольных перемещений. Если на подвижном составе в зоне расположения стержня рычага размещены какие-либо детали, препятствующие его монтажу, например детали ручного тормоза, то стержень рычага выгибают для обхода этих деталей.

Поддерживающий кронштейн (рис. 92, б) поддерживает расцепной рычаг, стержень которого проходит через отверстие 6 в нем. Он крепится на подвижном составе двумя или тремя болтами, для чего предусмотрено соответствующее количество отверстий.
Фиксирующий кронштейн (рис. 92, в) удерживает рычаг в расцепленном и нормальном положениях. В нормальном положении плоская часть расцепного рычага находится в прямоугольном пазу отверстия 7. Оба кронштейна закрепляются на подвижном составе болтами с гайками, контргайками и шплинтами.
Цепь расцепного привода (рис. 92, г) сострит из регулировочного болта 8 с гайкой, контргайкой и шплинтом, круглого звена 9, удлиненного звена 11 для соединения с валиком подъемника 12 автосцепки и промежуточных звеньев 10.
Для расцепления сцепленной автосцепки рукоятку 1 рычага (рис. 93) поднимают вверх из положения 1 и тем самым выводят плоскую часть его из паза 2 кронштейна, а затем поворачивают против часовой стрелки до отказа, пока механизм автосцепки не установится в расцепленное положение. Потом рукоятку ставят в первоначальное положение так, чтобы плоская часть стержня рычага вошла в паз кронштейна. В результате механизм будет находиться в расцепленном состоянии до разведения автосцепок.
Чтобы удержать механизм автосцепки в выключенном состоянии (положение «на буфер»), рычаг поворачивают так же, как и для расцепления, а затем перемещают его по направлению стержня, пока рукоятка своей плоской частью не расположится на полочке 3 фиксирующего кронштейна в положение 11. В этом случае расцепной привод будет удерживать замок в утопленном положении, следовательно, при соударении этой автосцепки с другой сцепления не произойдет.
Регулируя длину цепи расцепного привода, устанавливают автосцепку в центральное положение, при этом расстояние от упора головы до розетки должно быть (75±5) или (120±5)мм для упоров с укороченной розеткой. Затем рычаг расцепного привода ставят в положение «на буфер». Длина цепи считается нормальной, если при таком положении автосцепки и рычага замок утоплен в карман и не выступает за плоскость ударной стенки зева. Если установить рычаг в положение «на буфер» не удается, так как замок полностью утоплен в карман и упирается в серповидный прилив с внутренней стороны стенки малого зуба, то цепь коротка и надо отпустить гайку регулировочного болта. Когда длины болта не хватает, наращивают цепь новыми промежуточными звеньями. При длинной цепи, когда рычаг установлен на полочку кронштейна (в положение «на буфер»), а замок полностью не ушел внутрь кармана корпуса и выступает за ударную стенку зева, цепь укорачивают подкручиванием гаек регулировочного болта, а если этого недостаточно, то уменьшают число звеньев цепи. Разрубленное при регулировке место цепи должно быть заварено газовой сваркой; электросварку разрешается применять только для удлиненного соединительного звена.
Рис. 93. Положения рукоятки рычага расцепного привода

На подвижном составе железных дорог США, а также европейских дорог, оборудованном опытными автосцепками, применяется расцеп-ной привод с кольцевым шарниром (рис. 94), состоящий из поворотного вала 5, расцепного рычага, поддерживающих деталей и запорного крюка. Поворотный вал 5 на одном конце имеет пространственный шарнир 6, связанный с валиком подъемника, а на другом — кольцо 3, расположенное под определенным углом к валу. Расцепной рычаг состоит из штанги 7, траверсы 4 и рукоятки 1. Штанга расцепного рычага может вращаться во втулках 8, укрепленных на концевой балке вагона. Для расцепления автосцепок поворачивают рукоятку вверх. Под действием траверсы 4 поворачиваются кольцо 3, поворотный вал, и механизм сцепления становится в расцепленное положение. Если необходимо установить механизм сцепления в положение «на буфер», фиксируют рукоятку в положении расцепления при помощи крюка 9, заведя его снизу за выступ 2 рукоятки. Чтобы освободить рукоятку из положения «на буфер», достаточно приподнять ее вверх, и крюк под действием веса выйдет из зацепления с выступом рукоятки. При перемещении автосцепки в каком бы то ни было направлении поворотный вал двигается вместе с кольцами по расцепному рычагу в пределах длины траверсы. Это обеспечивает возможность постановки механизма автосцепки в положение «на буфер» без какой-либо регулировки, что является преимуществом данного привода перед вышеописанным.

Рис. 94. Расцепной привод с кольцевым шарниром
В целях механизации расцепления автосцепки на маневровых локомотивах, помимо ручного расцепного рычага, устанавливается воздушный привод (рис. 95). Например, на маневровых тепловозах серии ТЭМ1 воздух в рабочий цилиндр привода подается включением электро-пневматического вентиля из кабины машиниста. Воздушный расцепной привод расположен под рамой локомотива со стороны расцепного рычага ручного привода и состоит из цилиндра 6, шток поршня которого шарнирно соединен с коротким плечом расцепного рычага 5. Длинное плечо рычага связано с цепью 3 серьгой 4, имеющей несколько отверстий для регулировки длины цепи.
Другой конец цепи соединен с валиком подъемника 1 автосцепки. Ролик 2 направляет движение цепи. Когда воздух подается в рабочий цилиндр, шток перемещает рычаг в положение «на буфер», цепь натягивается и, повернув валик подъемника, расцепляет автосцепку. После этого воздух из цилиндра выпускается, рычаг возвращается в исходное положение, и цепь больше не препятствует перемещению деталей механизма сцепления. Если необходимо сохранить положение «на буфер», поддерживают давление в цилиндре привода.

Тяговый хомут (рис. 96) состоит из головной и задней опорной частей, которые соединены между собой верхней 2 и нижней 6 тяговыми полосами шириной 125 или 160 мм. В головной части гяговые полосы уширены и в них имеются отверстия 9 для клина тягового хомута. Кроме того, полосы в этой части связаны соединительными планками 7, в проеме между которыми размещается хвостовик автосцепки.
Внизу головной части находятся приливы (ушки) 8 с отверстиями для болтов, поддерживающих клин. Правое ушко имеет буртик с козырьком 7. При постановке болтов головки их заводят за этот козырек, в случае утери гаек он препятствует выпаданию болтов. Задняя опорная часть 5 тягового хомута передает нагрузку на основание поглощающего аппарата. Опорная площадка имеет усиливающие ребра 4, связывающие ее с наружной стенкой 3.
В тяговом хомуте модернизированного автосцепного устройства типа СА-ЗМ (рис. 97) поперечное сечение верхней 1 и нижней 2 тяговых полос увеличено. Отверстия 3 в головной части, в которые вставляется валик, сделаны круглыми. Расстояние между внутренними поверхностями соединительных планок 4 увеличено, что позволяет автосцепке отклоняться от продольной оси набольший угол. Расстояние между верх ней 1 и нижней 2 тяговыми полосами 252 мм, что необходимо для размещения поглощающего аппарата типа Ш-2-Т.
Клин тягового хомута (рис. 98) в нижней части имеет заплечики, которые удерживают его от выжимания вверх, упираясь в кромки отверстия хомута. Клин вставляется снизу через отверстия головной части хомута и хвостовика автосцепки, после чего закрепляется, как показано на рис. 99.
Клин, предназначенный для соединения автосцепки с поглощающими аппаратами бесхомутовой конструкции типов Ш-6-ТО-4, ПФ-4, ПГФ-4 и Р-5П, не имеет заплечиков, поскольку отверстия под клин хомутовой части этих аппаратов имеют увеличенные размеры и клин заплечиками может попасть в отверстие, нарушив тем самым взаимодействие деталей.
Чтобы поддерживающие клин болты 6 (рис. 99) не могли подняться выше предохранительного козырька 5, под головку болта устанавливают запорную шайбу 4, которую затем разгибают до упора в нижнюю тяговую полосу 7 хомута. Под гайки 2 болтов ставят запорную планку 3, которую после затяжки
Рис. 96. Тяговый хомут автосцепки СА-34



Рис. 97. Тяговый хомут автосцепки СА-ЗМ
гаек 44 постановки проволоки 1 длиной 100 мм загибают на грани гаек. Вместо проволоки допускается ставить шплинты диаметром 5 мм. Можно устанавливать болты с шестигранной головкой.
В целях повышения надежности крепления клина вводится дополнительная блокировка болтов со стороны их головок. Для этой цели к приливу привариваются стенки 8 и через отверстия в них пропускается проволока 9 диаметром 5 мм, концы которой загибают. Стенки могут быть отлиты и при изготовлении хомута.
Валик 6 (рис. 100) длиной 307 мм и диаметром 90 мм, соединяющий модернизированную автосцепку с тяговым хомутом, от выпадания удерживается планкой 3, которая расположена между стенками хребтовой балки и входит в отверстия переднего упора 4, находящиеся ниже полки 2 хребтовой балки. От продольных перемещений планка удерживается стенками отверстий в упоре, а от поперечных — угольником 5, который закреплен на нижней полке хребтовой балки двумя болтами 1 с гайками, контргайками и шплинтами.
Соединение автосцепки с тяговым хомутом не препятствует вертикальным отклонениям, так как между валиком и перемычкой хвостовика автосцепки устанавливается вкладыш (рис. 101). Он сконструирован таким образом, чтобы при отклонении автосцепки вниз или вверх поверхности перемычки хвостовика и вкладыша взаимно перемещались и одновременно обеспечивалась достаточная площадь их соприкосновения.



Упорная плита серийного автосцепного устройства (рис. 102, а) имеет в средней части гнездо с цилиндрической опорной поверхностью для торца хвостовика автосцепки. Это облегчает повороты автосцепки в

Рис. 102. Упорные плиты 2 при температуре минус 60 °С.
Для проверки соответствия деталей автосцепного устройства требованиям стандарта предприятия-изготовители проводят приемо-сдаточные, периодические и типовые испытания.
Отливки предъявляют к приемке партиями. Партия состоит из деталей одного наименования, прошедших термическую обработку по одному режиму, регистрируемому автоматическими приборами и оформленными одним документом.
При приемо-сдаточных испытаниях контролируются внешний вид и основные размеры отливок, химический состав и механические свойства стали, а также для деталей первой группы вид излома и микроструктура стали, которая должна быть мелкозернистой и соответстоовать утвержденным образцам.
Химический состав определяют от каждой плавки на пробах, отбираемых по ГОСТ 7565-81. Допускается определять химический состав на стружке, взятой из пробных брусков для механических испытаний или из деталей. Результаты распространяются на все детали данной плавки.
Механические свойства деталей автосцепного устройства определяют от каждой плавки на образцах, вырезанных из пробных брусков по ГОСТ 977-88. Допускается определять механические свойства на образцах, вырезанных из деталей. Результаты проверки распространяются на все детали данной плавки, прошедшие термическую обработку пс одному режиму.
Сдаточными характеристиками механических свойств стали для деталей первой группы являются предел текучести, относительное удлинение и ударная вязкость, для деталей второй группы — предел текучести и относительное удлинение.
При периодических и типовых испытаниях проверяют нагрузку текучести корпусов автосцепки, массу и размеры деталей, указанные на чертежах, размеры внутренних дефектов в корпусе автосцепки и тяговом хомуте. При типовых испытаниях контролируют также показатели надежности корпуса автосцепки и тягового хомута. Все испытания проводят по методикам, согласованным МПС, один раз в квартал.
Нагрузка текучести определяется при испытаниях на статическое растяжение пары сцепленных автосцепок со смещением продольных осей на 50 мм с автоматической записью диаграммы нагрузка-деформация. В соответствии с требованиями нормативно-технической документации нагрузка текучести корпуса автосцепки, соответствующая остаточной деформации 0,2 %, должна быть не менее 2450 Н. Остаточная деформация измеряется на длине между точками крепления испытываемых автосцепок.
Для оценки нормированных показателей надежности корпуса автосцепки и тягового хомута разработаны ..временные методики ресурсных стендовых испытаний. Для таких испытаний случайным образом отбирают партию в количестве не менее восьми однотипных деталей после их приемки в установленном порядке. Испытания проводятся на гидропуль-саторной установке. Схема нагружения корпуса автосцепки при этих испытаниях (рис. 112) отличается от эксплуатационной, и поэтому до приобретения заводам и-изготовителя ми специального оборудования
Рис. 112. Схема нагружения корпуса автосцепки
Министерством путей сообщения согласованы временные методики указанных испытаний по приведенной схеме. Автосцепка устанавливается на Стенде в перевернутом горизонтальном положении на две опоры. Нагружение осуществляется поперечной силой Р «а изгиб через валик в зоне, близкой к переходу от головы к хвостовику (центр валика диаметром 100 мм находится на расстоянии 60 мм от упора головы). Частота приложения нагрузки 300-600 циклов/мин. Различия в схемах нагружения при испытаниях и в эксплуатации обусловливают сравнительную оценку эффективности конструктивных и технологических изменений. Показатели надежности при этом оцениваются по числу циклов до появления первой трещины.
Испытания на циклическую долговечность проводятся не менее чем на четырех уровнях нагружения с базой Щ 6 циклов. Каждый корпус автосцепки испытывается при постоянном режиме нагружения с неизменными значениями максимальных и минимальных нагрузок, при постоянной средней нагрузке цикла Р = 441 кН. При этом фиксируется число циклов до появления первой микро трещины длиной 10- 50 мм, определяемой визуально, и число циклов до разрушения или потери несущей способности. Под потерей несущей способности понимается такое повреждение детали усталостной трещиной в процессе испытаний, при котором поддержание установленного силового режима машины становитст практически невозможным из-за значительного уменьшения жесткости детали.
Для сравнительной оценки вариантов исполнения корпусов автосцепки могут проводиться сокращенные усталостные испытания на одном форсированном режиме нагружения. Для таких испытаний отбирается не менее трех деталей каждого варианта исполнения корпуса. После испытаний изучается излом и структура металла.
Ресурсные усталостные испытания тяговых хомутов проводятся с той же целью. Схема приложения нагрузки (рис. 113) при испытаниях аналогична эксплуатационной. Испытания проводятся на одном режиме нагружения при постоянной средней нагрузке цикла Р — 0,9 МЫ и амплитуде 0,3 МН на базе 10 7 циклов. Допускаемые отклонения нагрузки — не бол°е ±0,05 МН. При испытаниях фиксируются продольная нагрузка и число циклов до появления первой усталостной макротрещины длиной 10-30 мм и число циклов до разрушения или потери несущей способности.
Соответствуют ли изготовленные автосцепки и тяговые хомуты тре-бованияй гй надежности, узнают на основании результатов испытаний


путем определения «приемочного» числа циклов. Если все испытанные детали выдержали приемочное число циклов, качество изготовления считается удовлетворяющим требованиям по надежности. В противном случае производится анализ вида и характера разрушений, качества изготовления и состояния технологии.
После внедрения мероприятий по совершенствованию технологии проводятся повторные испытания.
После испытаний детали осматривают, отмечают дефекты литья в трещинах, если таковые имеются. Результаты испытаний оформляют актом, в котором приводят:
химический состав и плавочные механические свойства стали; фактическую массу корпуса автосцепки или тягового хомута; результаты замеров элементов деталей, их номинальные значения по чертежу;
число циклов до появления трещин N ;
число циклов до потери несущей способности /V ;
параметры уравнения кривой усталости;
места расположения разрушения и фотографии излома;
питейные дефекты и их характер.
Акты испытаний направляются заказчику.
При изготовлении деталей автосцепного устройства особое внимание должно быть уделено их внешнему виду и состоянию.
Все отливки деталей автосцепного устройства должны быть тщатель-‘ но очищены от пригара и окалины. Только в труднодоступных местах дпя очистки допускается наличие пригара и окалины, не влияющих на качество сборки автосцепного устройства.
Литейные дефекты на поверхностях допускается исправлять заваркой после предварительной вырубки или очистки до чистого металла. Исправлять заваркой допускается не более 15 % площади поперечного сечения детали. Общая масса наплавленного металла для деталей массой более 50 кг не должна превышать 1,5 % массы детали, а менее 50 кг — 3 %. Заваривать литейные дефекты необходимо до термической обработки. Не допускается исправлять заваркой поперечные трещины, расположенные на тяговых полосах тягового хомута, трещины на перемычках хвостовика и в месте перехода хвостовика в голову корпуса автосцепки (в зоне упора и кармана для замка).
Разделку дефектного участка разрешается производить с помощью газовой, воздушно-дуговой и электродуговой резки с последующей очисткой прилегающих участков основного металла пневмозубилом и металлической щеткой.
В местах вырубки не должно быть острых углов и заусенцев, а боковые стенки выполняются с плавным переходом к основанию разделки, угол раскрытия которой должен составлять не менее 60°. При заварке дефектов в отливках с повышенным содержанием углерода С и марганца Мп необходимо предварительно прогревать места заварки до температуры 200-250 °С. Необходимость, предварительного подогрева перед заваркой определяется в каждом конкретном случае в зависимости от химического состава плавки по номограмме, приведенной на рис. 114. После подогрева с помощью газового или керосинового резака необходимо через 20 с приступить к заварке дефекта. Для заварки дефектов отливок из стали 20ГФЛ применяются электроды типа Э50А марки УОНИ 13/55. Режим ручной дуговой сварки устанавливается в зависимости от характера дефектного участка, его расположения и диаметра применяемых электродов. Детали автосцепного устройства заваривают обычно в никнем положении предельно короткой дугой последовательным наложением валиков вдоль наибольшего размера разделки с перекрытием предыдущего валика не менее чем на одну треть ширины. Для всех деталей ширина валиков при заварке не должна превышать трех диаметров электродов.
При исправлении сквозных трещин и других сквозных дефектов рекомендуется применять флюсовую подушку, формовочный стержень или медную подкладку, обеспечивающую хорошее формирование шва с нижней стороны. При заварке таких дефектов разрешается оставлять в недоступных местах с внутренней стороны отливки наплывы и неровности по месту заварки. Шлак удаляют после наложения каждого валика шва и только после потемнения шлаковой корки. Все кратеры должны быть выведены на поверхность наплавки и тщательно заварены. В случае образования в наплавленном металле дефектов, превышающих допустимые, дефектный участок допускается разделывать и заваривать вторично.
Рис, 114. Номограмма для определения необходимости предварительного подогрева мест заварки деталей автосцепки

На стальных отливках после термической обработки заварка дефектов производится в два слоя или с отжигающим валиком с целью ликвидации появления участков зоны термического влияния с повышенной твердостью. При этом размер вырубки под заварку не должен превышать 5 % площади поперечного сечения детали. Механические свойства наплавленного металла не должны быть ниже свойств основного металла детали.
Погнутые детали разрешается выправлять в нагретом состоянии при температуре 650-850 °С. Правку тягового хомута со стрелой прогиба тяговой полосы не более 5 мм и при содержании углерода в металле не более 0,25 % допускается производить в холодном состоянии при условии, что этот прогиб не является местным.
Дополнительными техническими условиями на детали автосцепного устройства допускается оставлять без исправления такие дефекты (на одну деталь):
раковины и гнезда ситовости, разделанные до чистого металла, не более пяти на деталь, если глубина дефекта после зачистки не превышает 5 мм при ширине и длине не более 30 мм — на деталях массой более 10 кг, а на деталях массой менее 10 кг — при ширине и длине не более 10 мм; в местах скопления металла допускаются внутренние усадочные раковины. Размер усадочной раковины не должен превышать 15 % площади поперечного сечения теплового узла;
не более трех выходящих на поверхность несквозных утяжин и усадок длиной не более 30 мм в углах корпуса автосцепки, внутри кармана для механизма, а также по ребру со стороны большого зуба, если они не лежат в плоскости одного поперечного сечения;
не более пяти свищей и утяжин глубиной и длиной не более 8 мм в наружных углах около стенок, образующих коробку кармана для механизма корпуса автосцепки, во впадинах и углах, около ребер упоров переднего и заднего, в углах выемок хвостовой и головной частей тягового хомута, за исключением перехода хвостовой части его в тяговую полосу;
не более двух несквозных угяжин и свищей диаметром не более 5 мм и глубиной не более 10 мм в балансире и в утолщенных местах валика подъемника, замкодержателя, подъемника замка и замыкающей части замка;
не более двух утяжин, не превышающих по глубине 5 мм, по ширине 4 мм и по длине 20 мм, на всех деталях первой и второй групп;
неровности после удаления прибылей и литников на корпусе автосцепки и тяговом хомуте, при этом допуски на соответствующие размеры с учетом этих неровностей не должны быть более 5 мм;
не более двух несквозных свищей диаметром до 4 мм, расположенных друг относительно друга на расстоянии не менее 50 мм в каждом углу зева автосцепки и по вертикали тяговой и ударной поверхностей большого зуба.
Литейная поверхностная ситовость допускается по всей отливке, если на 1 см 2 приходится не более двух ситовин. Сосредоточенная сиго-вость на отдельных участках допускается, если на 1 см 2 ситовин не более трех и площадь пораженных ситовостью участков на деталях первой группы не более 25 см 2 и таких участков не более трех на поверхности, а на деталях второй группы — не более 1 5 % общей площади поверхности детали. Глубина ситовости допускается не более 3 мм, а диаметр — не более 1,5 мм.
В отраслевом стандарте 24.152.01-77 даны технические требования на изготовление упоров автосцепного устройства для грузовых, пассажирских вагонов и вагонов промышленного транспорта железных дорог колеи 1520 мм.
Упоры должны изготовляться из сталей марок 20ГЛ, 20ФЛ, 20Г1ФЛ и 20ГФЛ с соответствующей термической обработкой.
Не указанные на чертежах предельные отклонения размеров у литых деталей не должны превышать значений, установленных для 11-го класса точности (ГОСТ 26645-85). Местное уменьшение размеров толщин необрабатываемых стенок и ребер отливок допускается до 15 % наименьшей толщины, а местное увеличение этих же ребер и стенок — до 25 % наибольшей толщины в соответствии с установленным стандартом. Технологические ребра на внутренних поверхностях упоров допускается не удалять, за исключением ребер в упорах для грузовых вагонов. В последнем случае их удаление обязательно, так как такие ребра мешают постановке заклепок. Отверстия для постановки заклепок в упорах грузовых вагонов допускается выполнять в сборе с хребтовой балкой.
На поверхностях деталей, подвергающихся механической обработке, допускаются без исправления: черноты глубиной не более 1 мм, площадью не более 10 мм 2 рассматриваемой поверхности и отдельные риски от режущего инструмента глубиной не более 1 мм; отдельные раковины площадью не более 1,5 см 2 , глубиной не более 0,3 толщины тела детали и общей площадью на рассматриваемой поверхности не более 5 см 2 ; недооформленные радиусы сопряжения обрабатываемых поверхностей.
Дефекты, размеры которых превышают указанные выше значения для поверхностей, подвергающихся механической обработке, допускается исправлять заваркой, если площадь сечения вырубок под заварку не превышает 5 % площади поперечного сечения элемента детали.
Готовые детали автосцепного устройства должны быть приняты отделом технического контроля (ОТК) завода-изготовителя до их окраски.
Поверхностные дефекты деталей выявляют визуально. Качество исправления дефектов сваркой определяют также визуально, кроме того, сверлением или подрубкой наплавленного металла. Если на какой-либо детали будет обнаружен сварочный шов неудовлетворительного качества (шлаковые включения, непровар, трещины), то все детали из предъявленной партии с клеймом сварщика, выпустившего некачественную деталь, бракуют.
Основные рабочие размеры и контур зацепления корпуса автосцепки должны проверяться шаблонами и универсальными измерительными инструментами.
После приемки должна быть произведена окраска тягового хомута, переднего и заднего упоров, центрирующей балочки, кронштейнов, наружных поверхностей корпуса автосцепки и сигнального отростка замка в соответствии с нормативно-технической документацией на соответствующие детали.
Все детали автосцепного устройства на неизнашиваемой зачищенной поверхности должны иметь клеймо ОТК завода-изготовителя, а там, где имеется инспекционный контроль, ставится клеймо инспектора-приемщика в установленных местах.
Для проверки соответствия размеров деталей автосцепного устройства утвержденным чертежам, взаимозаменяемости деталей, а также взаимосцепляемости автосцепок на заводах-изготовителях применяются приемочные шаблоны. Каждый заводской приемочный шаблон имеет обозначение в виде выбитого на нем номера чертежа, по которому этот шаблон изготовлен. Перед проверкой шаблонами детали предварительно очищают от пригара, окалины, формовочной земли, остатков прибылей и литников, заусенцев. Проверка соответствия размеров деталей чертежам и взаимодействия деталей механизма сцепления автосцепки должна производиться шаблонами в соответствии с действующим руководством по пользованию приемочными шаблонами, утвержденными заказчиком. В механизме сцепления предохранитель должен изготавливаться штамповкой из стали марки ВС5сп2 по ГОСТ 380-88. Допускается изготавливать предохранитель отливкой из стали 20ГФЛ при условии, что отливка будет выполняться в кокиль или по выплавляемым моделям.
Клин тягового хомута изготавливается из стали 38ХС с последующей закалкой и отпуском на твердость НВ 255-321, при этом предел текучести металла должен быть не менее 700 МПа, предел прочности не менее 850 МПа, ударная вязкость при температуре +20 °С не менее 50 Дж/см 2 , а относительное сужение — не менее 30 %. Такие же требования предъявляются и к металлу упорной плиты и маятниковым подвескам, изготовляемым из стали 38ХС.
Источник



