
Электроприводы станков с ЧПУ
 Современные многофункциональные станки и промышленные роботы оснащены многодвигательными электроприводами, осуществляющие перемещение исполнительных органов по нескольким координатным осям (рис. 1).
Современные многофункциональные станки и промышленные роботы оснащены многодвигательными электроприводами, осуществляющие перемещение исполнительных органов по нескольким координатным осям (рис. 1).
Управление работой станка с ЧПУ выполняется с использованием типовых систем, вырабатывающих команды в соответствии с заданной в цифровой форме программой. Создание высокопроизводительных микроконтроллеров и однокристальных микроЭВМ, составляющих программируемое ядро ЧПУ дало возможность с их помощью автоматически выполнять множество геометрических и технологических операций, а также осуществлять прямое цифровое управление системой электроприводов и электроавтоматикой.
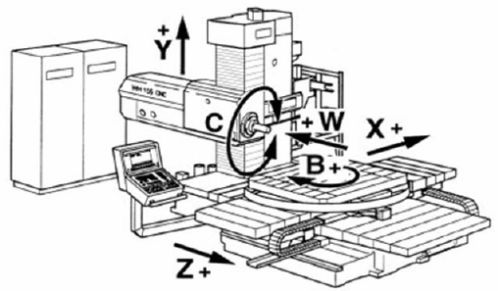
Рис. 1. Система приводов фрезерного станка с ЧПУ
Разновидности электроприводов станков с ЧПУ и требования к ним
Процесс металлообработки резанием осуществляется посредством взаимного перемещения обрабатываемой заготовки и лезвии режущего инструмента. Электроприводы являются частью станочного оборудования, которое предназначено для осуществления и регулирования процессов металлообработки посредством системы ЧПУ.
При обработке принято выделять основные движения, обеспечивающие управляемые процессы резания при взаимном движении инструмента и заготовки, а также вспомогательные перемещения, способствующие процедурам автоматической работы оборудования (подвод и отвод приборов для осуществления контроля, замену инструмента и т. п.).
К основным относят главное движение резания, имеющее наибольшую скорость и мощность, которые обеспечиваю] необходимое усилие резания, а также движение подачи, необходимое для перемещения рабочего органа по пространственной траектории с заданной скоростью. Для получения поверхности изделия заданной формы рабочие органы станка сообщают заготовке и инструменту движения нужной траектории с установленной скоростью и силой. Электроприводы сообщают рабочим органам вращательное и поступательное движения, сочетания которых кинематической структурой станков обеспечивают требуемые взаимные перемещения.
Назначение и тип металлообрабатывающего станка во многом зависит от формы изготавливаемой детали (корпус, вал, диск). Возможности многооперационного станка по формированию требуемых при обработке траекторий перемещений инструментов и заготовки определяется количеством координатных осей, а, следовательно, числом взаимосвязанных электроприводов и структурой системы управления.
В настоящее время приводы преимущественно выполняют на базе надежных электродвигателей переменного тока с частотным управлением, осуществляемым цифровыми регуляторами. Различные типы электроприводов реализуют с применением типовых промышленных модулей (рис. 2).
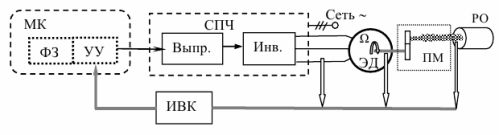
Рис. 2. Типовая функциональная схема электропривода
Минимальный состав блоков электропривода составляют следующие функциональные блоки:
исполнительный электродвигатель (ЭД);
силовом преобразователь частоты (СПЧ), преобразующий электроэнергию промышленной сети в трехфазное напряжение питания двигателя с требуемом амплитудой и частотой;
микроконтроллер (МК), выполняющий функции управляющею устройства (УУ) и формирователя задания (ФЗ).
Промышленный блок силового преобразователя частоты содержит выпрямитель и силовой инвертор, вырабатывающий с использованием микропроцессорного управления выходным ШИМ коммутатором синусоидальное напряжение с требуемыми параметрами, определяемые сигналами устройства управления.
Алгоритм управления работой электропривода осуществляется микроконтроллером посредством выработки команд, полученных в результате сопоставления сигналов формирователя задания и данных, получаемых с информационно-вычислительного комплекса (ИВК) на основе обработки и анализа сигналов с совокупности датчиков.
Электропривод главного движения в большинстве приложений содержит асинхронный электродвигатель с короткозамкнутой обмоткой ротора и редуктор в качестве механической передачи вращения на шпиндель станка. Редуктор часто выполняется в виде коробки скоростей с электромеханическим дистанционным переключением передач. Электропривод главного движения обеспечивает необходимое усилие резания при определенной скорости вращения и поэтому целью регулирования скорости является поддержание постоянной мощности.
Требуемый диапазон регулирования скорости вращения зависит от диаметров обрабатываемых изделий, их материалов и многих других факторов. В современных автоматизированных станках с ЧПУ привод главного движения выполняет усложненные функции, связанные с нарезанием резьбы, обработкой деталей разного диаметра и многие другие. Это приводит к необходимости обеспечения весьма большого диапазона регулирования скорости, а также применения реверсивного привода. В многооперационных станках требуемый диапазон изменения скорости вращения может составлять тысячи и более.
В приводах подач также требуются весьма большие диапазоны изменения скорости. Так при контурном фрезеровании теоретически надо иметь бесконечный диапазон скорости, т. к. минимальное значение в некоторых точках стремится к нулю. Часто быстрое перемещение рабочих органов в зону обработки также осуществляется посредством привода подач, что значительно увеличивает диапазон изменения скорости и усложняет системы управления приводами.
В приводах подач нашли применение синхронные двигатели и бесконтактные двигатели постоянною тока, а также в ряде случаев асинхронные двигатели. К ним предъявляются следующие основные требования:
широкий диапазон регулирования скорости;
высокая максимальная скорость;
высокая перегрузочная способность;
высокое быстродействие при разгоне и торможении в режиме позиционирования;
большая точность позиционирования.
Стабильность характеристик приводов должна обеспечиваться при вариациях нагрузки, изменении температуры окружающей среды, напряжения электропитания и множества других причин. Этому способствует разработка рациональной адаптируемой системы автоматического управления.

Механическая часть станочного привода
Механическая часть привода может представлять сложную кинематическую конструкцию, содержащую множество вращающихся с разными скоростями частей. Обычно выделяют следующие элементы:
ротор электродвигателя, создающий момент (вращающий или тормозной);
механическую передачу, т, с. систему, определяющий характер движения (вращательное, поступательное) и изменяющую скорость перемещения (редуктор);
рабочий орган, преобразующий энергию движения в полезную работу.
Следящий асинхронный привод главного движения металлорежущего станка
Современный регулируемый электропривод главного движения металлообрабатывающих станков с ЧПУ преимущественно выполняется на базе асинхронных двигателей с короткозамкнутой обмоткой ротора, чему способствовало множество факторов, среди которых следует отметить совершенствование элементной базы информационной и силовой электроники.
Регулирование режимов двигателей переменного тока осуществляется посредством изменения частоты питающего напряжения с помощью силового преобразователя, осуществляющего наряду с регулированием частоты изменение и других параметров.
Характеристики следящего электропривода в значительной степени зависят от эффективности встроенной САУ. Применение высокопроизводительных микроконтроллеров предоставило широкие возможности организации систем управления электроприводом.
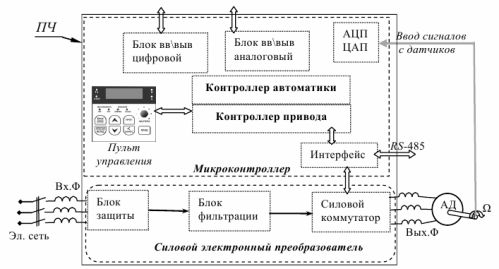
Рис. 3. Типовая структура управления асинхронным двигателем с использованием преобразователя частоты
Контроллер привода генерирует числовые последовательности для силового коммутатора, осуществляющего регулирование режима работы электродвигателя. Контроллер автоматики обеспечивает требуемые характеристики в режимах пуска и торможения, а также автоматическую настройку и защиту оборудования.
Аппаратная часть вычислительной системы также содержит: — аналого-цифровые и цифроаналоговые преобразователи для ввода сигналов с датчиков и управления их работой;
модули ввода и вывода аналоговых и цифровых сигналов, оснащенные интерфейсным оборудованием и кабельными разъемами;
интерфейсные блоки, осуществляющие внутренние межмодульные передачи данных и связи с внешним оборудованием.
Большое количество вводимых разработчиком параметров настройки преобразователя частоты с учетом подробных данных конкретною электродвигателя обеспечивают заданные процедуры управления, среди которых можно отметить:
многоступенчатое регулирование скорости,
верхнее и нижнее ограничение частоты,
ограничение крутящего момента,
осуществление торможения с использованием подачи постоянного тока в одну из фаз двигателя,
защита от перегрузки но току и от перегрева, обеспечение режим экономии электроэнергии.
Привод на основе бесконтактных двигателей постоянного тока
К приводам подач металлорежущих станков предъявляются высокие требования к диапазону регулирования частоты вращения, линейности регулировочных характеристик и быстродействия, поскольку они определяют точность взаимного позиционирования инструмента и детали, а также скорость их перемещения.
Приводы подач преимущественно были реализованы на основе двигателей постоянного тока, которые обладали необходимыми характеристиками управления, но в то же время наличие механического щеточно-коллекторного узла было сопряжено с низкой надежностью, сложностью обслуживания, высоким уровнем электромагнитных помех.
Развитие средств силовой электроники и цифровой вычислительной техники способствовало их замене в электроприводах бесконтактными двигателями постоянного тока, что позволило улучшить энергетические показатели и повысить надежность станочного оборудования. Однако бесконтактные двигатели отличает сравнительно высокая стоимость вследствие сложности системы управления.
Но принципу действия бесколлекторный двигатель представляет собой электрическую машину постоянного тока с магнитоэлектрическим индуктором на роторе и обмотками якоря на статоре. Количество статорных обмоток и число полюсов магнитов ротора выбирается в зависимости от требуемых характеристик двигателя. Их увеличение способствует улучшению плавности хода и управляемости, однако приводит к усложнению конструкции двигателя.
В станочном электроприводе преимущественно применяется структура с тремя якорными обмотками, выполненными в виде нескольких соединенных секций, и системы возбуждения от постоянных магнитов с несколькими парами полюсов (рис. 4).
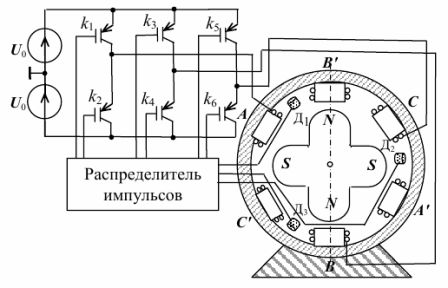
Рис. 4. Функциональная схема бесконтактного двигателя постоянного тока
Вращающий момент образуется за счет взаимодействия магнитных потоков, создаваемым токами в обмотках статора, и постоянными магнитами ротора. Неизменное направление электромагнитного момента обеспечивается соответствующей коммутацией подводимою к обмоткам статора постоянного тока. Последовательность подключения обмоток статора к источнику U о осуществляется силовыми полупроводниковыми ключами, которые переключаются под действием сигналов распределителя импульсов при подаче напряжений с датчиков положения ротора.
В задаче регулирования режимов работы электропривода на бесконтактных двигателях постоянною тока выделяют следующие взаимосвязанные вопросы:
разработка алгоритмов, способов и средств управления электромеханическим преобразователем посредством воздействия на доступные для измерения физические величины;
создание системы автоматического управления привода с помощью теории и методов автоматического регулирования.
Электрогидропривод на основе шагового двигателя
В современных станках полупили распространение совместные электрогидроприводы (ЭГП), в которых поступающие от электронной системы ЧПУ дискретные электрические сигналы преобразуются посредством синхронных электродвигателей во вращение вала. Развиваемый под действием сигналов контроллера привода (KП) системы ЧПУ электродвигателем (ЭД) вращающий момент служит входной величиной для гидроусилителя, связанное механической передачей (МП) с исполнительным органом (ИО) станка (рис. 5).

Рис. 5. Функциональная схема электрогидропривода
Управляемое вращение ротора электродвигателя посредством входного преобразования (ВП) и гидрораспределителя (ГР) приводит к вращению вала гидромотора (ГМ). С целью стабилизации параметров гидроусилителя обычно используется внутренняя обратная связь.
В электроприводах механизмов со стартстопным характером движения пли непрерывного перемещения нашли применение шаговые двигатели (ШД), которые относить к разновидности синхронных электродвигателей. Шаговые двигатели с импульсным возбуждением наиболее приспособлены для используемого в СЧПУ прямого цифрового управления.
Прерывистое (пошаговое) перемещение ротора на определенный угол поворота на каждый импульс предоставляет возможность получения достаточно высокой точности позиционирования очень большим диапазоном изменения скорости практически от нулевою значения.
При использовании шагового двигателя в электроприводе управление им осуществляется с помощью устройства, содержащего логический контроллер и коммутатор (рис. 6).
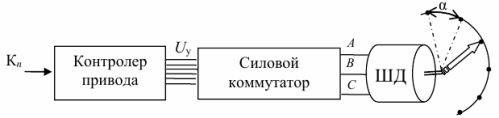
Рис. 6. Устройство управления шаговым электродвигателем
Под действием управляющей команды выбора n -ю канала контроллер привода СЧПУ вырабатывает цифровые сигналы для управления силовым транзисторным коммутатором, который в требуемой последовательности подключает постоянное напряжение к статорным обмоткам. Для получения малых значений углового перемещения за один шаг α = π/p на роторе помещают постоянный магнит с большим количеством пар полюсов р.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
Приводы станков с ЧПУ

Приводы станков с ЧПУ предназначены для осуществления движений: главного, подач и вспомогательных. Эти движения могут быть независимые и строго согласованные, определяющие простую или сложную разветвляющиеся структуры. Обобщенная структура привода металлорежущего станка с ЧПУ включает (рис. 1): 1) двигатель (Дв) вращательного или поступательного действия; 2) звенья, устройства и механизмы передачи движения — передаточные механизмы (ПдМ); 3) звенья, устройства и механизмы преобразования движения — преобразовательные механизмы (ПрМ); 4) исполнительный рабочий орган (РО); 5) устройства управления (УУ), обеспечивающие включение, выключение, реверсирование, измерение и регулирование движения.

Рис. 1. Обобщенная структура привода металлорежущего станка с ЧПУ
Наиболее простой структура будет тогда, когда двигатель выполнен как одно целое с рабочим органом или непосредственно связан с ним. Примером могут служить шпиндельные модули фирмы «Fanuc» (Япония) (рис. 2). Однако в большинстве случаев привод станка с ЧПУ имеет звенья для передачи, согласования и преобразования движения от двигателя к рабочему органу. Для приводов с вращательным главным движением рабочего органа могут быть зубчатые или ременные передачи, для приводов подач с поступательным движением — различные тяговые устройства.

Рис. 2. Примеры модульных приводов главного движения фирмы «Fanuc», где шпиндель является ротором электродвигателя постоянного тока: α — для токарных станков; б — для многооперационных станков, обрабатывающих корпусные детали
Приводы большинства станков с ЧПУ должны обеспечивать обработку с постоянной мощностью в определенной части RN общего диапазона регулирования привода Rn, что зависит от диапазона размеров обрабатываемых деталей и режимов резания. Для многих станков RN = 5. 20 (иногда до 40), а общий диапазон регулирования привода зависит от его назначения: Для главного движения -4 ≤ Rn ≤ 100; для подач — 1,5 ≤ Rn ≤ 150. Если двигатель подач используется и как вспомогательный для быстрых перемещений, то диапазон может достичь Rn ≤ 3000. Диапазоны регулирования некоторых двигателей приведены в таблице (рис. 3).

Рис. 3. Диапазоны и способ регулирования некоторых двигателей приводов станков с ЧПУ
Входные данные приводов станков с ЧПУ
Входными параметрами приводов станков являются характеристики двигателя: мощность, моменты (номинальный, пусковой и максимальный), тяговое усиление, момент инерции ротора, частота (номинальная и максимальная), скорость, максимальное ускорение, постоянные времени (электромагнитная и электромеханическая) и др. Среди них основными являются силовые и скоростные параметры.
Характеристики передаточных механизмов выражаются Кинематическими (передаточные отношения, диапазон регулирования частот или подач) и силовыми (КПД, соотношения сил, моментов, мощностей на входе и выходе) зависимостями.
Характеристики преобразовательных механизмов выражаются формулами преобразования (частот вращения в линейные скорости перемещения и наоборот, моментов в силы и наоборот) с учетом передаточных отношений и КПД.
Выходные параметры приводов станков с ЧПУ
Выходными параметрами приводов являются скоростные параметры перемещения рабочего органа (частота вращения шпинделя, число двойных ходов, скорость, подача, диапазон их регулирования) и значения внешних рабочих нагрузок (сил и моментов сопротивления), которые могут быть статическими и динамическими в зависимости от режима работы.
По характеру регулирования приводы станков с ЧПУ разделяются на ступенчатые, бесступенчатые и комбинированные.
Приводы с бесступенчатым регулированием и электродвигателями постоянного тока являются основными для станков с ЧПУ.
Регулирование приводов станков с ЧПУ
При регулировании частоты вращения двигателя изменяется развиваемый им момент Mд, и отдаваемая мощность Nд, (рис. 4). В диапазоне от минимальной частоты n min до номинальной nн (зона I) крутящий момент Мд = const, а мощность Nд изменяется (Nд = var). В диапазоне от nн до максимальной частоты n max (зона II) регулирование происходит при Nд = const и изменяющемся моменте Мд (Мд = var). В зоне III регулирование возможно до n`max, но происходит дальнейшее снижение момента и и мощности Nд.
Различают три способа регулирования: при Мд = const (зона I), при Nд = const (зона II), двухзонное (зоны I и II). Работа в зоне III позволяет полнее использовать возможности электропривода, так как в большинстве станков на механизмах главного движения при максимальных частотах шпинделя во время обработки происходит снижение требуемых момента и мощности привода станка с ЧПУ.
Для увеличения диапазона частот, в котором мощность постоянная по сравнению с диапазоном, обеспечиваемым регулируемым двигателем, используются коробки передач ступенчатого регулирования.

Рис. 4. Графики изменения мощности привода станка с ЧПУ: 1 — при регулировании двигателя постоянного тока; 2 — требуемой для эффективного резания (среднестатистический)
Источник



